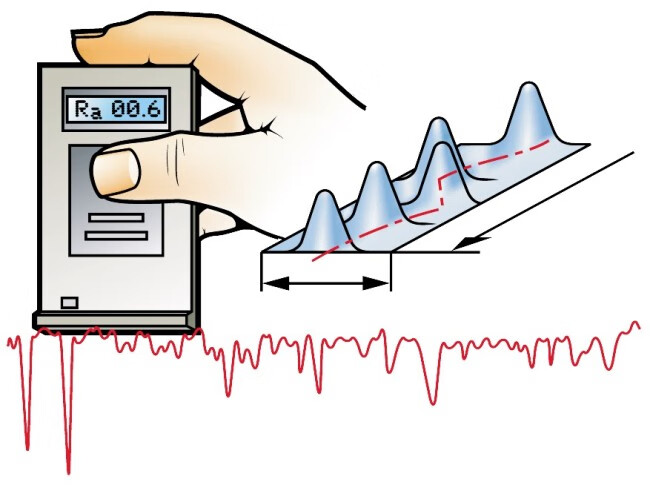
工件表面测量
工件上产生的表面纹理可通过3个基本参数来描述:
· P轮廓
原始轮廓,一种整体轮廓。
· W轮廓
波纹度轮廓。
· R轮廓
表面粗糙度轮廓。R轮廓的计算方法是使用截止滤波器从P轮廓中滤除长波分量。因此,R轮廓是对P轮廓的有意修改。
评估的基础
测量工件表面纹理时,评估通常基于一个指定的参考长度。如果零件设计图中未确定参考长度,则表面纹理测量人员必须确定参考长度。
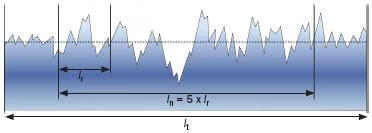
测量长度
lt = 总长度 (包含起始、评估和停止长度)。
ln = 评估长度 (在标准情况下包含5个参考长度)。
lr = 参考长度。
基于R轮廓的参数:
R轮廓中最常见的参数是:
Ra
平均线
对被评估轮廓的算术平均偏差的评估。
Ra - 轮廓平均粗糙度
评估长度内与直线的所有偏差的平均值,无论是否是垂直方向。这意味着使用Ra值不能确定偏差是峰值还是谷值。Ra不会受到单个偏差的显著影响,这意味着还存在缺失大峰值或零的风险。
最常见的金属表面Ra值为0.02-3.5 μm - 该值越小,表面就越精细 (0.02 μm = 镜面)。
图纸指示示例:
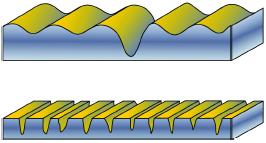
Ra= 2 μm
表面纹理看起来非常不同,但仍然具有相同的Ra值。
图纸指示示例:

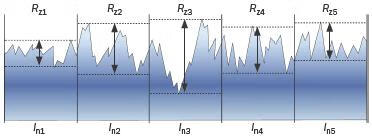
Rz - 轮廓最大高度 (平均值)
轮廓最大高度Rz是在评估长度内获得的最大峰高与最大谷深之间的单个轮廓高度的平均值。通常有5个参考长度,但该值可能因现代测量设备的不同而不同。参考长度中指示最高偏差的Rz值叫做Rzmax或Rmax。

图纸指示示例:
Rt - 轮廓总高度
轮廓总高度是评估长度 (通常包含5个参考长度) 内轮廓最大峰高与轮廓最大谷深之和。单个Rt值 (不与Rz或Ra组合) 是R轮廓中最严格的要求之一。
图纸指示示例:
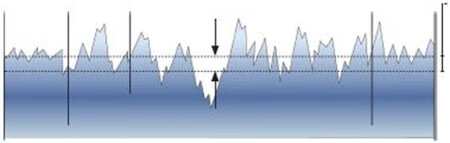
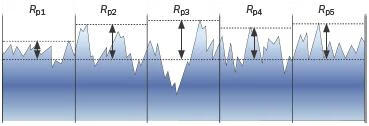
Rp - 最大峰高 (平均值)
轮廓最大峰高Rp是在参考长度内获得的轮廓最大单个峰高的平均值。表面粗糙度参数Rp与Rz可共同提供表面特性的相关信息。
轮廓深度

材料比
c = 参考水平
Rmr - 材料比 (Abbot-Firestone曲线)
测量一种物品"耐磨性"的最合适方法是评估其表面的材料比。Rmr以百分比表示。评估材料比是一种用于指出表面缺陷程度的简单方法。